振动时效技术指的是利用振动能量对工件进行处理及优化,以此达到消除工件残余应力的目的。现阶段,国内外多从宏观角度及微观角度对振动时效技术及其机理进行探究。从宏观角度分析,零件易因振动而产生变形,减弱残余应力可增强零件稳定性,从而保证零件尺寸精度。因此在工件生产过程中,采用热时效方法减小残余应力。从微观方面分析,振动时效是对零件施加一种循环载荷附加应力。工业生产中通常缺乏弹性体材料,因此材料内部通常存在微观缺陷,这些微观缺陷都存在程度各异的应力集中。木工机床工作中,工件变应力与残余应力叠加,导致材料出现塑性变形现象。


2.1被振零件的选择
在理想状况下,零件尺寸精度不受振动频率影响,但其零件处理过程却对“共振”有所要求。被处理零件需保持固有频率才能产生共振,且要求激振器满足频率范围要求。定型激振器通常具有固定频率范围,所以零件的固有频率必须与激振器匹配,否则无法使用。零件大小、振动阻尼等是决定固有频率的主要因素,通常体积小,实心零件固有频率高,反之,固有频率较低。若零件的固有频率适应范围广,则就无关于工件内部条件。采购振动时效设备找山东华云
2.2激振器的安装位置
通常激振器位于零件振动的波峰周围(激振器安装位置如图1所示),使得小能量激发大振动。由图可知,A处正是位于零件振动的波峰附近,B处则相反,因此激振器位于B处时,难以激起零件的振动,耗能较大,作业效果不佳。梁型零件振动时,激振器应安装在零件的中部或首尾端。由于零件形状不规则,需根据手感或仪表指示法确定波峰,再进行安装与调整。激振器的安装位置需确保零件振动平稳,大型机械式激振器安装亦不例外。除此之外,激振器不能直接安装在零件上,易发生零件破裂。采购振动时效设备找山东华云
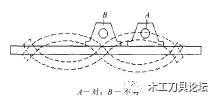
图1激振器的安装位置示意图
2.3零件的支承
为保证零件的振动平衡,支承位置尽可能靠近节点,以避免零件及支承物相互撞击产生噪音和能量消耗。通常选用橡胶、轮胎等弹性强的物体作为支承物基本原料。在零件静动态平稳时,支承的数目少为佳。支承位置可由相应计算得出,从而有效降低振动噪音。除此之外,在确定好支承位置后,可立即进行振动处理。振动参数包括强度、振幅、频率和时间。
3未来发展趋势与展望
第一,高频激振时效技术指的是将工件内部晶体微粒关系视为质量-弹簧系统,对零件施加激振频率后,元件便随之启动。系统普遍为阻尼振动系统,弹簧刚度大,因而系统存在多种共振频率。当外界激振频率与该系统频率相同时,便实现共振,系统出现错位后会在短时间内恢复到平衡位置,应力便随之消失。采购振动时效设备找山东华云

第二,现阶段,频谱谐波时效技术已在很多领域得到广泛推广与应用。相较于传统振动时效技术,现代频谱谐波时效技术已淘汰扫描方式,转而采用傅里叶方法进行频谱分析,并在多种频率中优先选出代表性强的振型频率进行时效处理。
第三,普通振动时效技术是在焊接后才进行时效处理,但此种方式对削弱残余应力效果不大,金相组织几乎不受影响,整体时效不佳。而与普通振动时效技术不同的是,振动焊接时效技术是在焊接过程完成,边振边焊的时效处理方式能促进工件内部颗粒细化,并在一定程度上减小其变形性、提高其屈服度及疲劳拉伸度。除此之外,还缩短了工件的生产周期,极大地提高了木工机床的工作效率。
4结语综上所述,本文对振动时效技术及其机理进行了深入探究与分析,并对振动时效工艺的未来发展趋势与展望进行阐述,以期为该项技术在木工机床中推广和应用提供研究方向,最终形成低能耗、低污染的振动时效工艺。采购振动时效设备找山东华云












