1引言
现代机电行业中经常会碰到一些复杂的运动,这对电机的动力荷载有很大影响。伺服驱动装置是许多机电系统的核心,因此,伺服电机的选择就变得尤为重要。首先要选出满足给定负载要求的电动机,然后再从中按价格、重量、体积等技术经济指标选择最适合的电机。设计时进给伺服电机的选择原则是:首先根据转矩-速度特性曲线检查负载转矩,加减速转矩是否满足要求,然后对负载惯量进行校合,对要求频繁起动、制动h的电机还应对其转矩均方根进行校合,这样选择出来的电机才能既满足要求,又可避免由于电机选择偏大而引起的问题。
本文主要叙述了针对VMC750立式加工中心的功能要求和规格参数,对各轴的伺服电动机进行计算选择,确定FANUC伺服电动机的型号和规格大小,并给出数据表。同时在论文中简述了各数据的计算公式以及数据计算例子。让读者能够直观的了解VMC750的伺服电机的数据信息,并知道如何根据一台加工中心的功能要求和规格参数进行数据计算,来选择合适的伺服电机。
2.选择电动机时的必要计算
在伺服电机选型计算当中其主要数据包括:负载/电机惯量比,加减速力矩,切削负载转矩,连续过载时间等几方面的内容,本节内容便为大家简述了以上重要数据的计算方式。
2.1负载/电机惯量比
正确设定惯量比参数是充分发挥机械及伺服系统最佳效能的前提,此点在要求高速高精度的系统上表现尤为突出,伺服系统参数的调整跟惯量比有很大的关系,若负载电机惯量比过大,伺服参数调整越趋边缘化,也越难调整,振动抑制能力也越差,所以控制易变得不稳定;在没有自适应调整的情况下,伺服系统的默认参数在1~3倍负载电机惯量比下,系统会达到最佳工作状态,这样,就有了负载电机惯量比的问题,也就是我们一般所说的惯量匹配,如果电机惯量和负载惯量不匹配,就会出现电机惯量和负载惯量之间动量传递时发生较大的冲击;下面分析惯量匹配问题。
TM-TL=(JM+JL)α(1)
式中,TM———电机所产生的转矩;
TL———负载转矩;
JM———电机转子的转动惯量;
JL———负载的总转动惯量;
α———角加速度。
2.2加减速力矩
伺服电机除连续运转区域外,还有短时间内的运转特性如电机加减速,用最大转矩表示;即使容量相同,最大转矩也会因各电机而有所不同。最大转矩影响驱动电机的加减速时间常数[7],使用公式(3),估算线性加减速时间常数ta,根据该公式确定所需的电机最大转矩,选定电机容量。
ta=(JL+JM)×(0.8Tmax-TL)(3)
式中,n———电机设定速度,r/min;
JL———电机轴换算负载惯量,kg·cm2;
JM———电机惯量,kg·cm2;
Tmax———电机最大转矩,N·m;
TL———电机轴换算负载(摩擦、非平衡)转矩,N·m。
2.3切削负载转矩
在正常工作状态下,切削负载转矩不超过电机额定转矩的80%。连续特性(连续实效负载转矩)对要求频繁起动、制动的数控机床,为避免电机过热,必须检查它在一个周期内电机转矩的均方根值,并使它小于电机连续额定转矩,其具体计算可参考其它文献。在选择的过程中依次计算此五要素来确定电机型号,如果其中一个条件不满足则应采取适当的措施,如变更电机系列或提高电机容量等
2.4连续过载时间
连续过载时间应限制在电机规定时问之内。但是,
Tc若小于了Tms则勿需对此项进行检验。
Tlam≤TMon,
式中TLam——连续过载时间,min
TMON——电机规定过载时问,min
3VMC750立式加工中心伺服电机的选择
选择电机时的计算条件叙述VMC750立式加工中心伺服轴(见图3-1-1)的电机选择步骤。
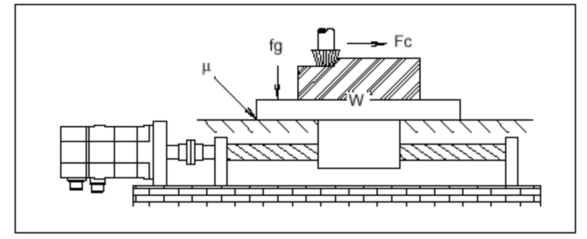
图3-1-1水平运动伺服轴
例:工作台和工件的机械规格
w:运动部件(工作台及工件)的重量(kgf)=600kgf
μ:滚动导轨摩擦系数:0.01
π:驱动系统的效率:0.95
fg:夹具固定力:50kgf
Fc:由切削力产生的推进阻力:500kgf
Fcf:由切削力矩产生的工作台对滑动表面的压力:25kgf
Z1/Z2:齿轮减速比:1:1
例:进给丝杠的(滚珠Db:轴径=32mm
丝杠)的规格Lb:长度:900mm,单支承
P:螺距:12mm
例:电机轴的运行规格快进速度:X、Y轴:30m/min;Z轴:24m/min
加速时间:0.1s
3.1惯量匹配计算
为使伺服进给系统的进给执行部件具有快速相应能力,必须选用加速能力大的电动机,亦即能够快速响应的电机(如采用大惯量伺服电机),但又不能盲目追求大惯量,否则由于不能从分发挥其加速能力,会不经济的。因此必须使电机惯量与进给负载惯量有个合理的匹配。
通常在电机惯量
与负载惯量
(折算至电动机轴)或总惯量
之间,推荐下列匹配关系:

或
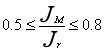
或
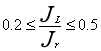
3.1.1回转的惯量:
3.1.2直线运动物体的惯量
电机轴上的驱动系统总惯量:
3.2加减速力矩
按下步骤计算加速力矩:
计算加速力矩:步骤1假定电机由NC控制加/减速,计算其加速度。将加速度乘
以总的转动惯量(电机的惯量+负载惯量),乘积就是加速力矩。
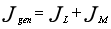
3.2.1直线加/减速
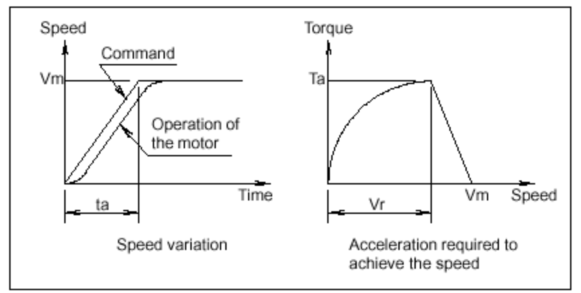
图3-2-1直线加/减速时间与速度,速度与转矩关系图
Ta=(Vm/60)×2π×(1/ta)×Jm×(1-e-ks。ta)+
+(Vm/60)×2π×(1/ta)×JL×(1-e-ks。ta)÷η
Vr=Vm×{1-(1/Ta·ks)(1-e-ks。ta)}
Ta:加速力矩(kgf·cm)
Vm:电机快速移动速度(min-1)
ta:加速时间(sec)
Jm:电机的惯量()
JL:负载的惯量()Vr:加速力矩开始下降的速度(与Vm不同)(min-1)
Ks:位置回路的增益(sec-1)
η:机床的效率
例子:
在下列条件下进行直线加/减速:
电机为α2/3000。首先计算电机和负载惯量,然后计算
加速转矩。电机惯量Jm为0.0061(),Vm为3000(min-1),ta为0.1(s),ks为30(sec-1),JL=0.0247()。
Ta=3000/60×2π×1/0.1×0.0061×(1-e-30×0.1)+
+3000/60×2π×1/0.1×0.0247×(1-e-30×0.1)÷0.9
=100.1()=9.81(Nm)
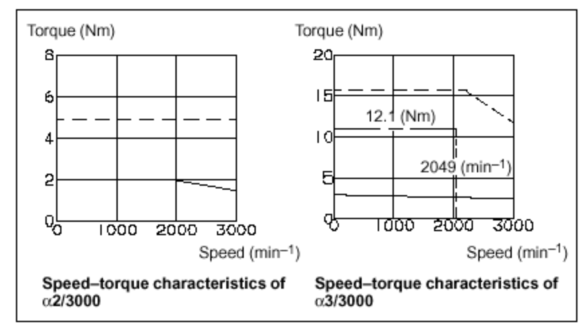
图3-2-2速度与转矩示意图
由α2/3000的速度-转矩特性可以看到,9.81(Nm)的加速力矩处于断续工作区的外面(如图3-2-2的特性曲线和电机的数据单)。(α2/3000的力矩是不够的。)如果轴的运行特性(如,加速时间)不变,就必须选择大电机。比如,选择α3/3000(Jm为0.02),重新计算加速力矩如下:
Ta=123.7()=12.1(Nm)
Vr=2049(min-1)
由该式可知,加速时,在转速2049(min-1)时,要求加速力矩为12.1Nm。由上面的速度-力矩特性可以看出,用α3/3000电机可满足加速要求。由于已将电机换为α3/3000,则法兰盘尺寸已经变为130mm×130mm。若机床不允许用较大电机,就必须修改运行特性,例如,使加速时间延长。
3.2.2不控制加/减速时
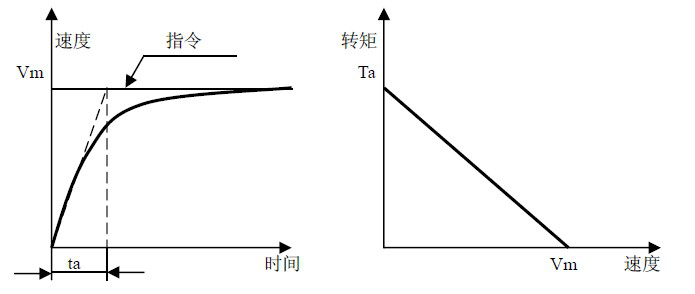
图3-2-3不控制加/减速时时间与速度,速度与转矩示意图
公式为:
Ta=×2π××(Jm+JL)
Ta=1/ks
计算加速力矩:步骤2
为了得到电机轴上的力矩T,应在加速力矩Ta上增加Tm
(摩擦力矩)。
T=Ta+Tm
T=12.1(Nm)+0.9(Nm)=13.0(Nm)
计算加速力矩:步骤3核算上面步骤2计算出的力矩T应小于或等于放大器已限
定的力矩。用相应电机的速度-转矩特性和数据单核算由步骤1算得的Vr时的T应在断续工作区内。
因为Vr为2049(min-1),T为13.0(Nm),用指定的时间常数加速是可能的(条件2)
3.2.3计算力矩的均方根值
计算快速定位频率绘制快速定位一个周期的速度-时间和转矩-时间图,如下图。普通切削时,快速定位的频率不会有问题;但是,对于有些频繁快速定位的机床必须检查加/减速电流是否会引起电机过热。
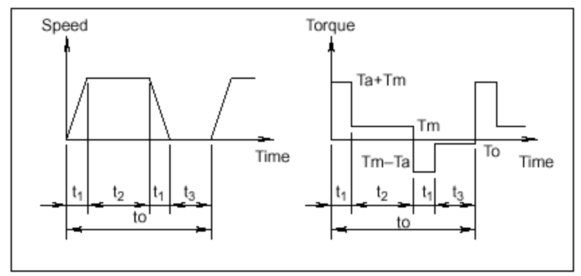
图3-2-4速度-时间和转矩-时间周期图
根据力矩-时间图可以得到一个运行周期的加于电机上力矩的均方根值。对该值进行核算,确保要小于或等于电机的额定力矩(条件3)
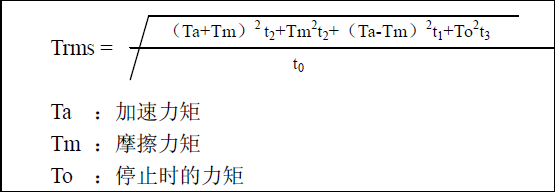
如果Trms小于或等于电机静止时的额定力矩(Ts),则选择的电机可以使用。(考虑到发热系数,核算时静止力矩应为实际静止额定力矩的90%。
例子:
在下列条件下选用α3/3000(Ts=31)=3.0Nm的电机:Ta=12.1Nm,;Tm=To=0.9Nm;t1=0.1s;t2=1.8s;t3=7.0s。

=20.2Nm<Ts×0.9=2.9×0.9=2.61Nm
因此,用α3/3000电机可以满足上述运行条件。(条件3)
计算在一个负载变化的若负载(切削负载,加/减速度)变化频繁,其力矩-时间图
工作周期内的转矩Trms如下图所示。用该图计算出力矩的均方根值后进行核算,和上述一样,使其小于或等于电机的额定力矩。
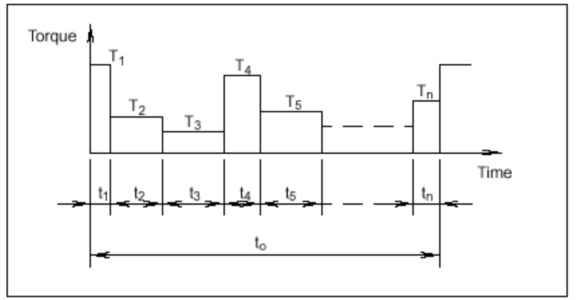
图3-2-5工作周期转矩图
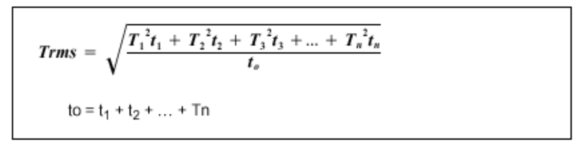
3.2.4计算最大切削核算工作台以最大切削力矩Tmc运动的时间(在负荷期间力矩的负荷百分比或ON的时间)要在希望的切削时间内。(条件5)
如果切削时加于电机轴上的Tmc(最大负载力矩)--由§1.1
算得的—小于电机的静止额定力矩(Tc)与α(热效率)的乘积,则所选电机可以满足连续切削。若Tmc大于该乘积(Tmc>Tc×α),则
按下述步骤计算负荷时间比(ton)。Tmc可以在整个切削周期内加到电机上。(假设α为0.9,考虑机床运行条件计算负荷百分比。)
Tmc<Tc×α可用最大切削力矩连续运行(用最大切削力
矩运行的周期负荷百分比是100%)。
Tmc>Tc×α根据下图和公式计算周期负荷的百分比。
例如:
如§3.2的计算结果:
Tmc=21.8=2.1Nm
OS:Tc=30=2.9Nm
2.9×0.9=2.6Nm>2.1Nm=Tmc
连续切削不会有问题。
计算最大切削力矩的
周期负荷百分比
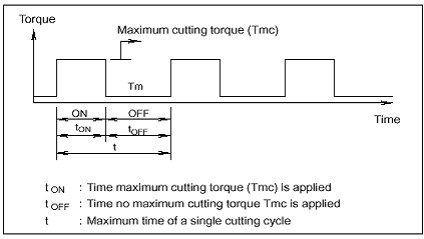
图3-2-6最大切削力矩周期负荷图
用§3.2所述的方法计算一个切削周期内力矩的均方根值,指定
间ton和toff,以使均方根值不要超过静止额定力矩Tc与热效率α
乘积。则最大切削力矩的周期负荷百分比计算如下:
最大切削力矩的(Tmc)周期负荷百分比=(Tom/T)×100%
例如:
假设Tmc=4.0Nm;Tm=0.9Nm
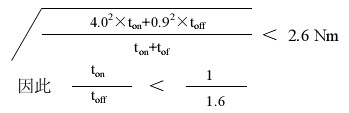
即,非切削时间与切削时间的百分比为1.6,或更大一
周期负荷的百分比为:
(Ton/Toff)×100=38.5%
所以,α3/3000电机满足上述选择条件1—5。
3.2.5定位加速时的最大转距计算
定位加速时最大转距M:
4电机的选择
根据加于电动机上的负载,快速运动速度,系统的分辨率等条件选择电机。本节后面的“伺服电机的选择数据表”,可
·电机每转的工作添入电机转一转时机床的实际移动量。例如:
台的移动量当滚珠丝杠的螺距为12mm,变速比为2/3时,每转的移动量为
12×2/3=8mm
若用于转台,变速比为1/72时,每转的移动量是
360×1/72=5deg。
·CNC的最小输入单位添入NC指令的最小输入单位值。0,15,16,18系统为0.001mm。
·快速移动速度添入机床实际要求的快速移动速度和坐标进给速度。
·惯量添入折算到电机轴上的全部负载惯量值。惯量值不必很准确,添入2位或1位数即可。例如,0.2865可添入0.29或0.3。注意该值不要包括毒剂本身的惯量值。
·负载力矩由于在电机停止时也可能有非切削力矩,所以在考虑电机的连续力矩时应留有一定余量。负载力矩要小于电机额定力矩的70%。
·快速运动的力矩要添入快速移动稳态时的力矩。要确保该值要小于电机的连续额定力矩。该项数据不要包括加/减速所需力矩。
·进给时的切削力,要添入切削时进给方向的最大切削力。
·对于最大切削力矩,要添入上述加于电机轴的最大切削力的力矩值。由于切削力产生的反作用力将大大影响力矩的传送效率,所以要想得到精确地最大切削力矩,必须考虑其它数据或在机床上测量。
·在垂直轴方向,若上升或下降的负载力矩值不一样,就应添入两个值。
·最大负荷(加工)在“负载力矩”项中添入最大切削力矩的负荷比和ON时间。
时间/ON时间各值的意义如下图4-1-1。
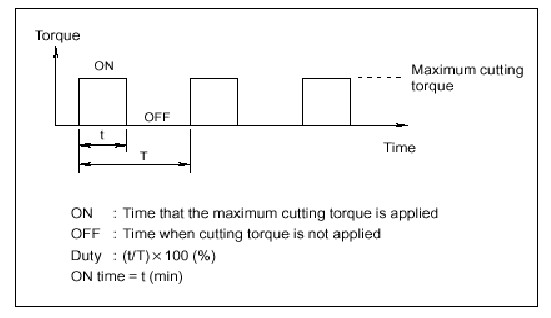
图4-1-1时间/ON时间示意图
快速移动定位的频率添入每分钟快速定位的次数。该值用来检查加/减速时电机是否会发热及放大器的放电能量。
该组参数是指令的加/减速时间。并非定位的实际执行时间。
·快速移动时加/减速时间加/减速时间根据负载惯量,负载力矩,电机的输出力矩和
加工速度决定。
FANUC的CNC快速运动时为线性加/减速。
图4-1-2快速移动时加/减速时间示意图
切削进给时的加/减速通常,切削进给时用指数函数加/减速。这组数据添入时间常数。
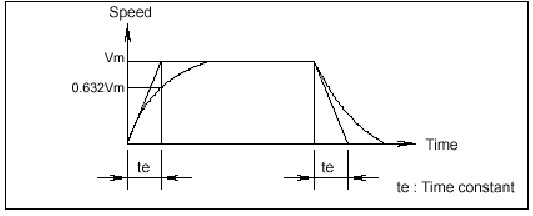
图4-1-3切削进给时的加/减速示意图
动态制动的停止距离该距离是当故障时,切断机床电源动态制动停止造成移动距离。
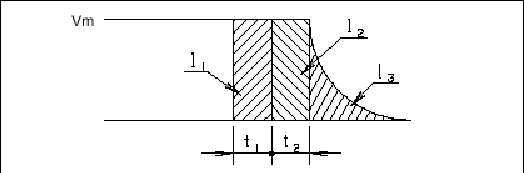
图4-1-4动态制动的停止距离示意图
Vm:快速移动速率,mm/min或deg/min
l1:由于接收器的延时t1造成的移动距离
l2:由于磁接触器的断开延时t2组成的移动距离
l3:磁接触器动作后动制动造成的移动距离
(t1+t2)通常大约为0.05秒
移动距离(mm或deg)=
=(Vm/60)×(t1+t2)+(Jm+J1)×(Ano+Bno3)×L
Jm:电机的惯量()
J:负载惯量()
No:电机快速移动速度(rpm)
L:电机一转机移动量(mm或deg)
NoL=Vm
A和B是常数,随电机而变各种电机的值见下面“动态制
动停止距离计算的系数”。
计算动态制动停止距离的系数数据表
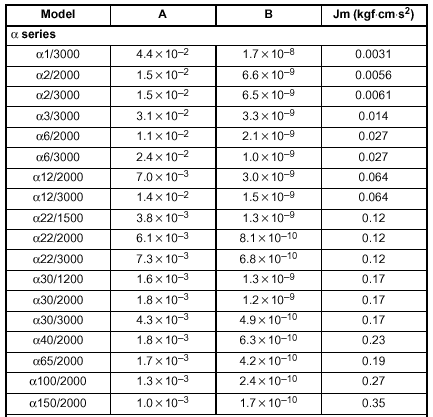
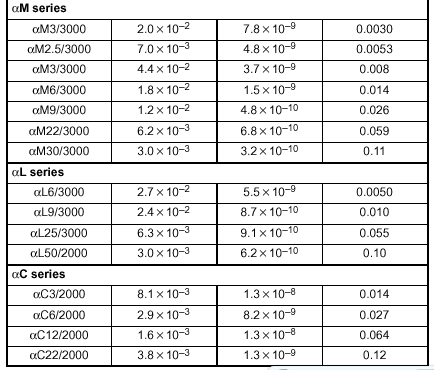
A与B参数数据表
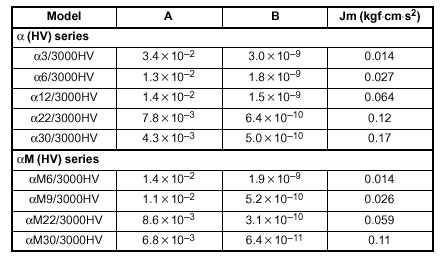
计算A和B时,假设电源线每相的电阻为0.05Ω。由于电阻的
变化,表中的数值会稍有不同。
系数值还随伺服放大器改变。这些系数将引起机床停止距离的变
选择伺服电机的数据表
机床
类别
型号
NC,主轴电机
NC:FANUC(VMC750)
主轴电机KW
总结:FANUCVMC750伺服电机如下
X轴:βis12/3000
Y轴:βis12/3000`
Z轴:βis22B/2000
结论
本文是将电机特性与负载特性分离开,并用图解的形式表示,这种表示方法使得驱动装置的可行性检查和不同系统间的比较更方便,另外,还提供了传动比的一个可能范围。这种方法的优点:适用于各种负载情况;将负载和电机的特性分离开;有关动力的各个参数均可用图解的形式表示并且适用于各种电机。因此,不再需要用大量的类比来检查电机是否能够驱动某个特定的负载。
在电机和负载之间的传动比会改变电机提供的动力荷载参数。比如,一个大的传动比会减小外部扭矩对电机运转的影响,而且,为输出同样的运动,电机就得以较高的速度旋转,产生较大的加速度,因此电机需要较大的惯量扭矩。选择一个合适的传动比就能平衡这相反的两个方面。通常,应用有如下两种方法可以找到这个传动比n,它会把电机与工作任务很好地协调起来。一是,从电机得到的最大速度小于电机自身的最大速度
电机,最大;二是,电机任意时刻的标准扭矩小于电机额定扭矩M额定。
工作机械频繁启动,制动时所需转矩,当工作机械作频繁启动,制动时,必须检查电机是否过热,为此需计算在一个周期内电机转矩的均方根值,并且应使此均方根值小于电机的连续转矩。负载周期性变化的转矩计算,也需要计算出一个周期中的转矩均方根值,且该值小于额定转矩。这样电机才不会过热,正常工作。
为了保证轮廓切削形状精度和低的表面加工粗糙度,要求数控机床具有良好的快速响应特性。随着控制信号的变化,电机应在较短的时间内完成必须的动作。负载惯量与电机的响应和快速移动ACC/DEC时间息息相关。带大惯量负载时,当速度指令变化时,电机需较长的时间才能到达这一速度,当二轴同步插补进行圆弧高速切削时大惯量的负载产生的误差会比小惯量的大一些。因此,加在电机轴上的负载惯量的大小,将直接影响电机的灵敏度以及整个伺服系统的精度。
设计时进给伺服电机的选择原则是:首先根据转矩-速度特性曲线检查负载转矩,加减速转矩是否满足要求,然后对负载惯量进行校合,对要求频繁起动、制动的电机还应对其转矩均方根进行校合,这样选择出来的电机才能既满足要求,又可避免由于电机选择偏大而引起的问题。
No轴
项目
X
Y
Z
1
轴移动方向(水平,垂直)
水平
水平
垂直
运动部件的重量(包括工件等)kgf
600
220
51
平衡锤的重量kgf
工作台支撑(滑动,滚动,静压)
进给丝杠
直径
节距
轴长
总变速比
1:1
1:1
1:1
2
电机轴一转机床移动量mm
NC的最小移动单位mm
快速运动速度m/min
30
30
20
切削速度mm/min
惯量
负载力矩
不切削最低速度时
快速运动时
切削力kg
最大切削力矩
最重切削负荷比/ON时间%/min
快速定位的频率次数/min
3
分离型位置编码器
机床进给系统的刚性/rad
反向间隙mm
4
电机型号
快速运动转数rpm
5
快速运动时的加/减速时间msec
0.1s
0.1s
0.1s
切削进给时的加/减速时间msec
备注
版本
日期
名称
1
2
3











