齿轮知识(一)
齿轮(GEAR)
齿轮的历史与发展
齿轮被公认为工业化的一种象征。
由于齿轮传动是传递机械动力和运动的一种主要形式,具有功率范围大、传动效率高、圆周速度高、传动比准确、使用寿命长、结构尺寸小等系列优点
公元前400-200年中国古代就开始使用齿轮。(在山西永济县蕖家崖留存的青铜棘齿轮--直径25mm,40齿,是迄今发现的最古老的齿轮)
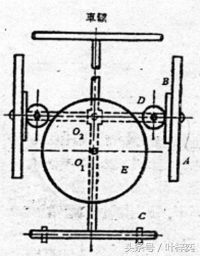
作为反映古代科学技术成就的指南车就是以齿轮机构
为核心的机械装置(如图)
17世纪末,人们才开始研究能正确传递运动的轮齿形式
18世纪,齿轮传动应用日益广泛,先是摆线齿轮,后是
渐开线齿轮
20世纪,为提高动力传动齿轮的使用寿命并减少其尺寸,
提出了圆弧齿轮的设想(交流群:553536294)
齿轮的种类和特点
齿轮传动的分类及形式:
按轴线分为平行轴、相交轴、交错轴齿轮传动
★平行轴齿轮传动分为圆柱齿轮传动及非圆柱齿轮传动
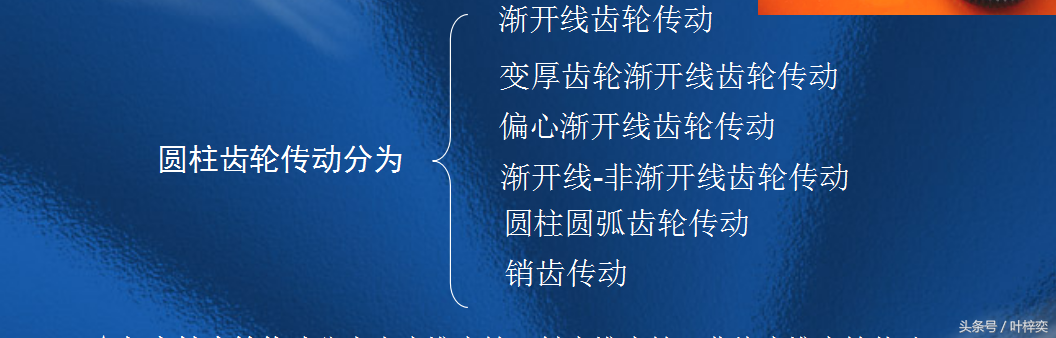
★相交轴齿轮传动分为直齿锥齿轮、斜齿锥齿轮、曲线齿锥齿轮传动
★交错轴齿轮传动分为双曲面齿轮、圆柱螺旋齿轮、蜗杆传动

渐开线齿轮的形成原理
渐开线形成原理:
一条直线在一个定圆(基圆)上作无滑动的滚动时,直线上点的运动轨迹叫圆的渐开线。
如将棉线绕在圆周上,按住C点,绷紧棉线,从a点开始,逐渐展开,铅笔尖在纸上画出的ab曲线即为圆的渐开线
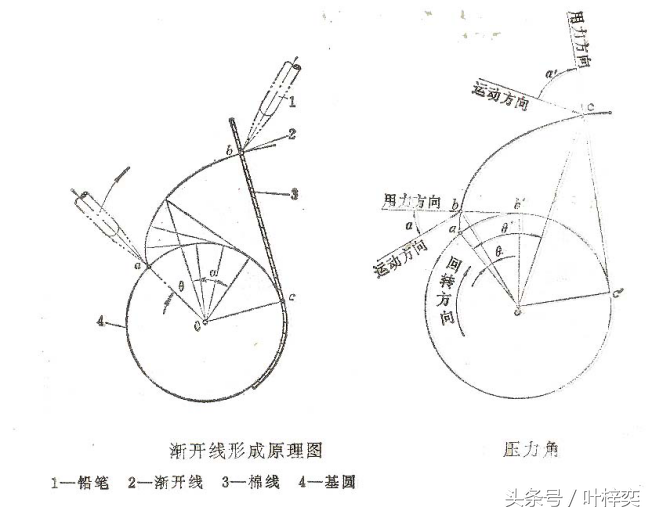
渐开线的性质:
1)渐开线上每点的法线就是基圆的切线,基圆内无渐开线.
2)ac孤长等于bc线段长
3)渐开线形状决定于基圆,基圆相同,则渐开线完全相同,基圆愈大,曲率半径就越大,渐开线弯度愈小(愈接近直线),cc’是渐开线上c点的曲率半径,愈接近基圆的渐开线,曲率半径就越小,曲率就越大.
4)渐开线起始点a处的压力角为0,随着基圆圆心到渐开线上任意点的距离的加大而加大.
渐开线的啮合条件:
1)两齿轮的模数必须相等
2)两齿轮的压力角必须相等
3)对于斜齿轮来说,两轮的螺旋角必须相等而
方向相反
渐开角θ
θ=tgα–α
指任意点压力角α的函数,称为
渐开线函数invα
invα=tgα–α
简洁标题
1从原理上讲,能保证相互啮合的齿轮瞬时传动比为常数,且能在相互啮合的齿轮副中心距发生变化时,传动比保持不变,因而传动较平稳
2传递动力大,速度高,结构较紧凑
3传动效率高,达90%以上
4能用同一把刀具加工出齿数不同的齿轮
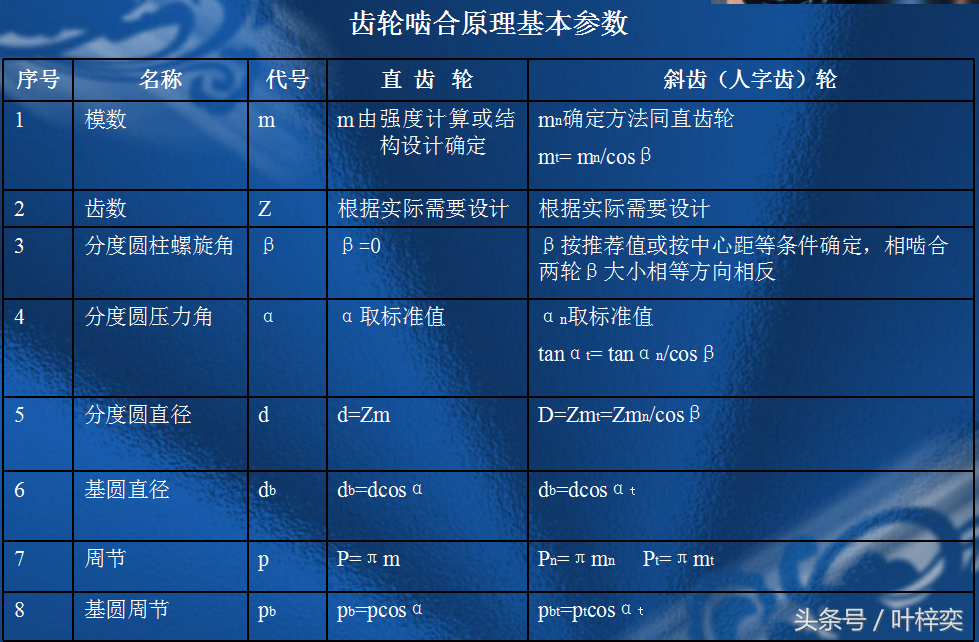
齿轮几何尺寸
简洁标题
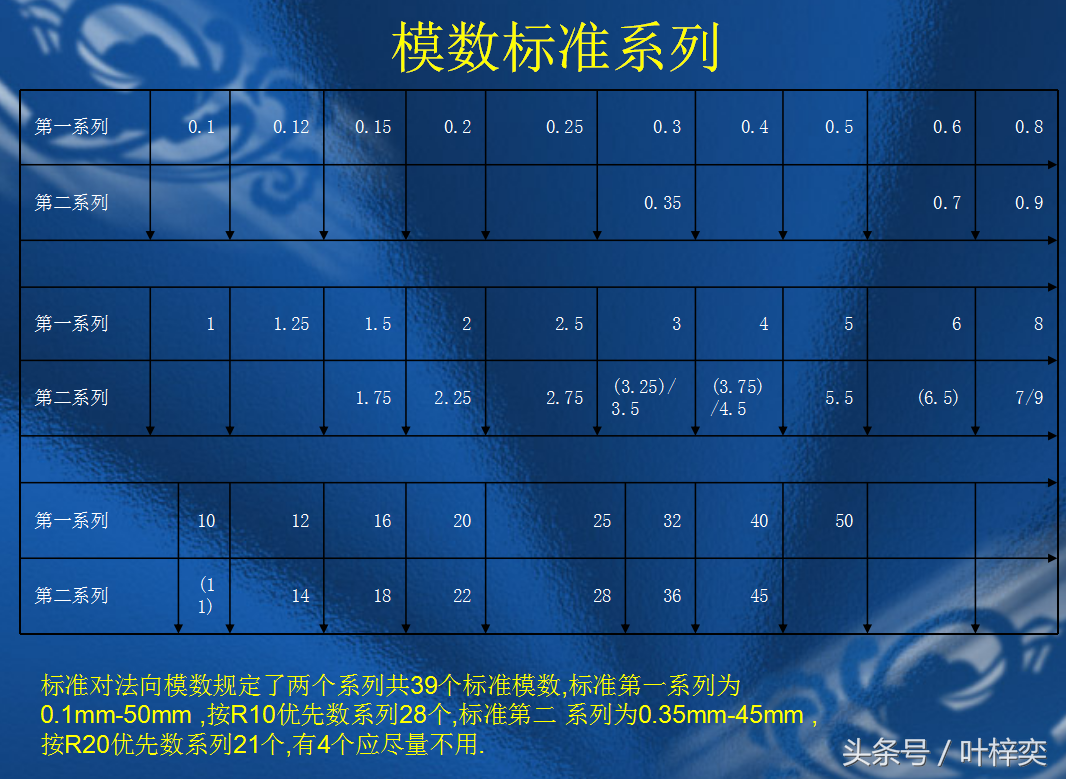
在汽车和拖拉机制造业中,为了获取短齿齿轮,还常用两个大小不等的模数来设计齿轮的齿高,即分度圆用较大的模数来计算,轮齿高采用正常的齿高系数,但都用较小的模数来计算,这就是所谓的双模数制(目的是为了得到高的齿轮强度).
使用公制的国家采用模数制,使用英制的国家有的采用模数制,有的采用径节制(DP).
m=25.4/DP=8.09CP(mm)CP---节距
熟悉GB、JB、ISO、JIS、DIN、BS、ASA等国内、国际标准代号。GB-国家标准JB-机械部标准ISO-国际标准JIS-日本标准DIN-德国标准BS-英国标准ASA-美国标准
图样标注:7-8-8FLGB10095
7-8-8为第ⅠⅡⅢ公差组精度等级
F-L分别为齿厚上、下偏差
GB10095为国家标准
齿轮精度等级
/T-2001(idtISO1328-1:1997)规定了齿轮13个精度等级,其中0级是最高级,12级是最低级
齿距偏差:单个齿距偏差(fpt)齿距累积偏差(Fpk)及齿距累积总偏差(Fp)
齿廓偏差:齿廓总偏差:(Fα),齿廓形状偏差(ffα)
螺旋角偏差:螺旋线总偏差(Fβ),螺旋线形状偏差(FHβ)
切向综合偏差:切向综合总偏差(Fi”),一齿切向综合偏差(fi”)
公差组ⅠⅡⅢ
Ⅰ传递运动的准确性Fi’,Fp,Fpk,Fi”,Fr,Fw
Ⅱ传动平稳性,噪声,振动fi’,Ff,fpt,fpb,fi”,ffβ
Ⅲ载荷分布的均匀性Fβ,Fb
传动精度要求
传递运动精度工作平稳性载荷分布的均匀性(接触精度)齿侧间隙
运动传递准确转角误差传动速比工作平稳冲击、振动、噪声接触良好应力齿面早期磨损接触均匀面积位置齿侧间隙适当传动中,相互啮合的两齿在非工作面之间有一定的间隙,可以贮存油润滑形成油膜,减少磨损,另外,补偿由于温度、弹性变形及齿轮制造、装配引起的间隙减少,防止卡死。间隙过大:正反转轮,侧隙大引起换向冲击,产生噪声正反转分度轮,产生过大空程,降低分度精度
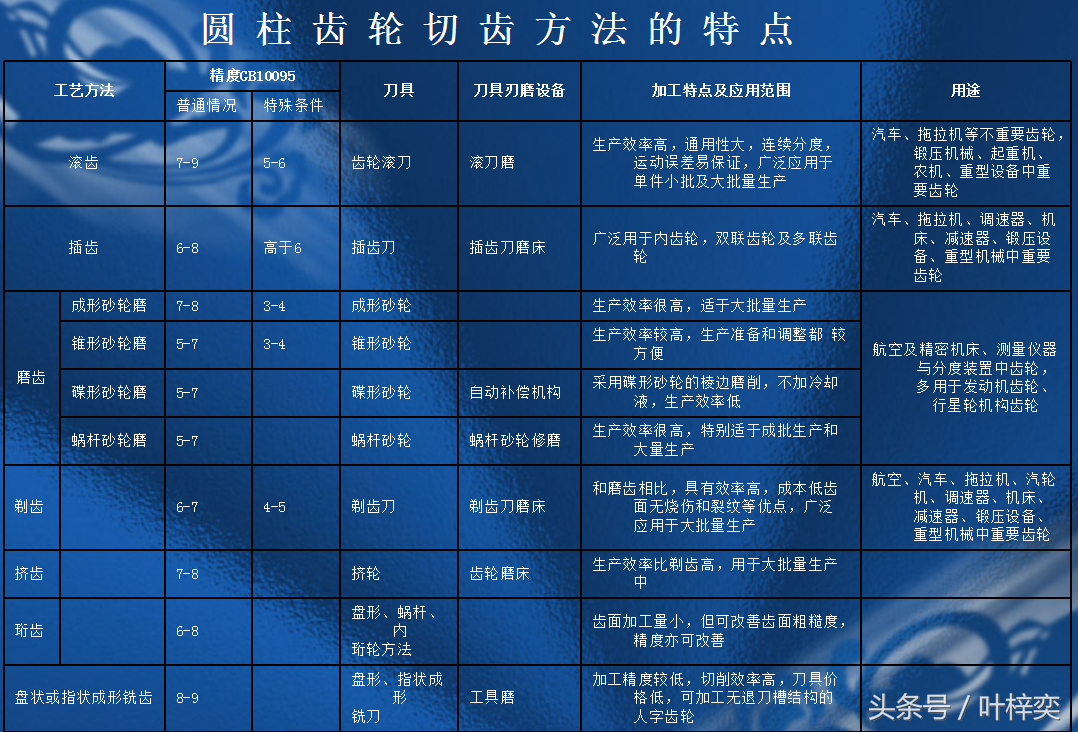
滚齿切削原理
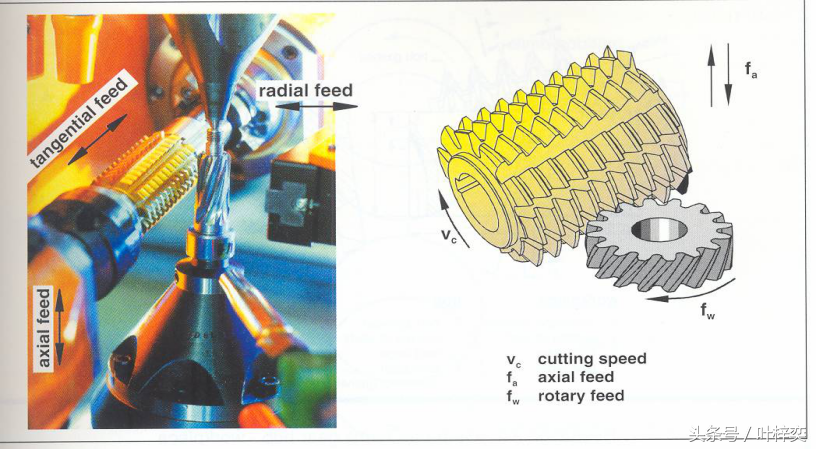
滚齿是最常见的齿轮加工方法。按其加工方法属于展成(滚切)法加工。用于滚齿加工的机床结构比较简单,加工范围较广,刀具制造较易,机床的调整计算也不复杂,而且切齿时所产生的热量是沿着整个刀具和齿坯均匀地散去,变形较小,因此加工精度(可加工至7-9级精度)和生产率都较高。
机床型号的规定如:YKX3132、Y5132、YW4232Y—种类:齿轮加工机床K—特性:数控程序X—高效W—万能5—组别:插齿机组4—组别:剃齿机组3—组别:滚齿机组1—型别:圆齿轮加工机床32—规格:被加工齿轮加工最大直径φ320
滚齿切削设备及调整
插齿切削
插齿虽能加工出较正确的齿形,但生产率和加工精度方面都不如滚齿高,且插齿刀的技术要求比较高,又由于在插齿机上加工斜齿轮的工艺性较差,对于每一种螺旋角通常都需一副相应的螺旋导轨,所以不如滚齿那样具有万能性。但它能加工滚齿机上一般无法加工的齿轮(可加工至6-7级度)。例如多联齿轮,内齿轮、倒锥齿等,故插齿加工在实际生产中应用较广泛。
剃齿切削
剃齿是一种高效的齿轮精加工方法,一般用于滚齿或插齿以后未经淬硬的直、斜齿圆柱齿轮和不宜进行磨齿加工的台肩齿轮的精加工。其加工精度主要取决于剃齿刀及被剃齿轮前加工的精度,能加工6-7级精度的齿轮,主要有轴向剃齿、径向剃齿、切向剃齿和对角剃齿四种剃削方法,剃齿在机床及汽车制造行业广泛采用。
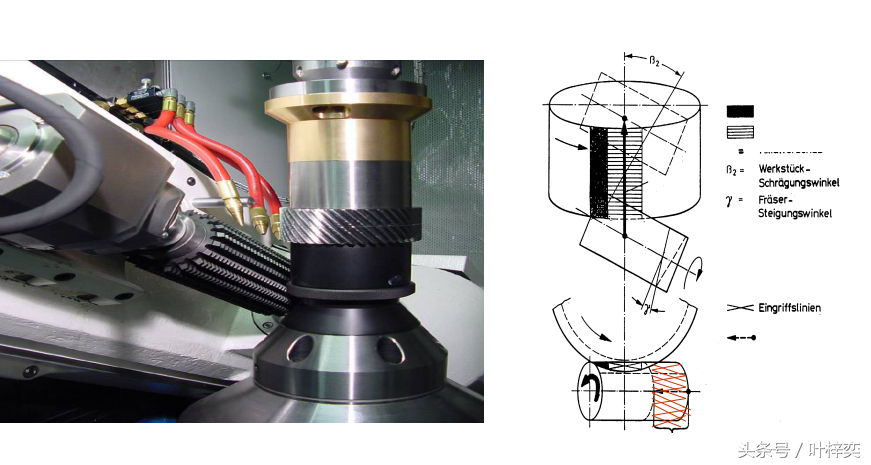
磨齿加工方法
磨齿是使硬齿面轮齿达到高精度和理想表面粗糙度的一种可靠方法。磨齿根据其加工方法也可分为仿形法和展成法两种。一般来说磨齿的生产效率较低(用蜗杆砂轮磨齿例外),只适用于加工精度要求较高的齿轮(可加工5-7级精度)以及渗碳淬硬齿轮的精加工。
CBN砂轮磨齿
其它切齿的加工方法介绍
珩齿:采用珩磨轮可在珩磨机或剃齿机上对经过剃齿和轮齿表面淬硬后的齿形精加工,一般对精度为6-8级的齿轮,可采用滚、剃、珩加工工艺,在机床和汽车制造行业采用
刨齿:它主要加工直、斜齿锥齿轮,所用刀具简单,加工精度也较高。一般中规格采用展成法加工,大规格采用靠模法加工。刨齿机的结构较复杂,调整工作量大,生产效率低,较大模数(m>16毫米)的直齿锥齿轮,常采用粗铣、精刨工艺加工。
挤齿:它主要是用塑性变形的方法对齿轮精加工(可加工工7-8级精度),要求被加工齿轮有良好的延展性。生产率很高,特别是用于小轿车行业。
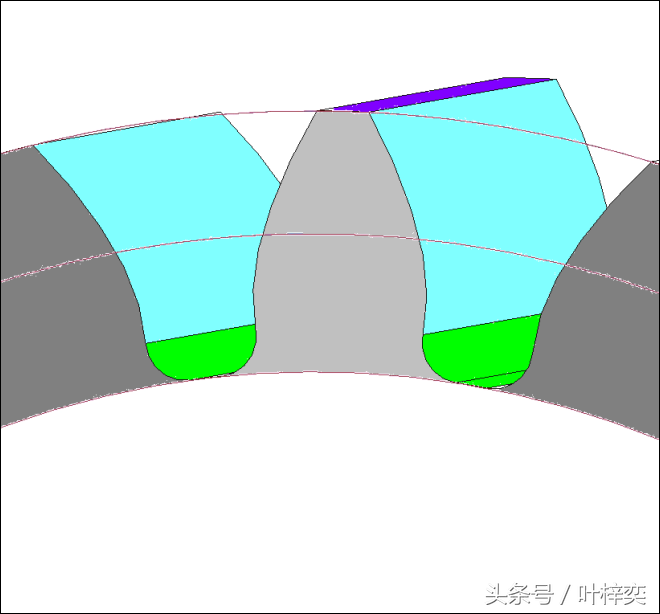
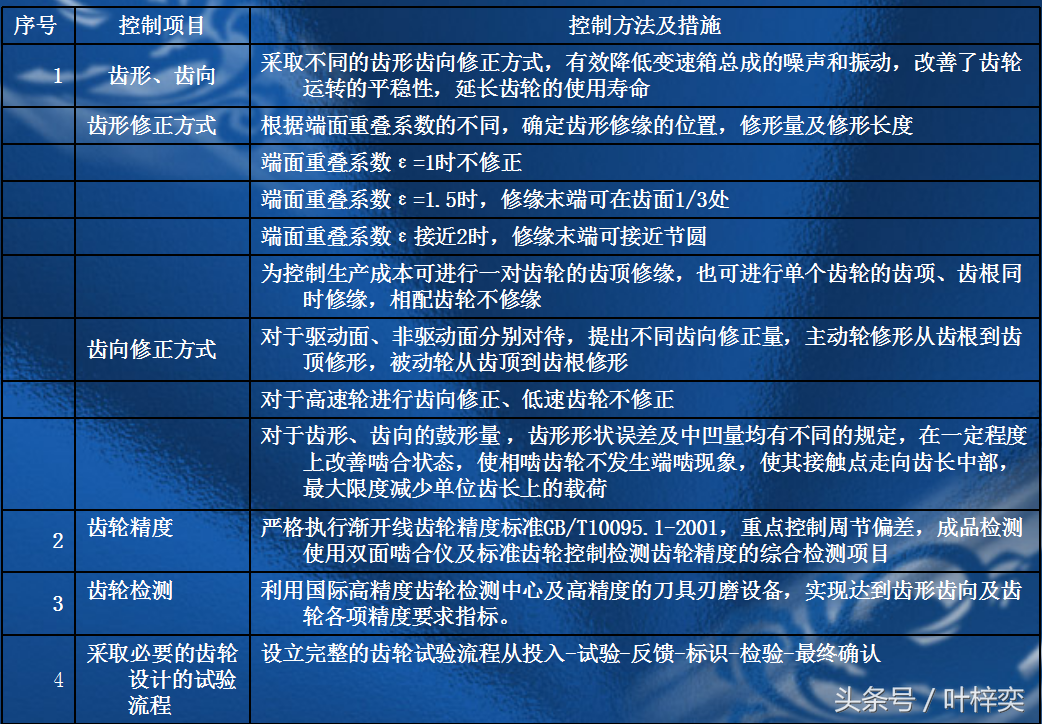
随着齿轮传动的研究和齿轮制造技术水平的不断提高,对齿轮的齿形修形要求也有了新的发展,通过修形,改善了齿轮运转的平稳性,提高了齿轮的承载能力,延长齿轮的使用寿命。
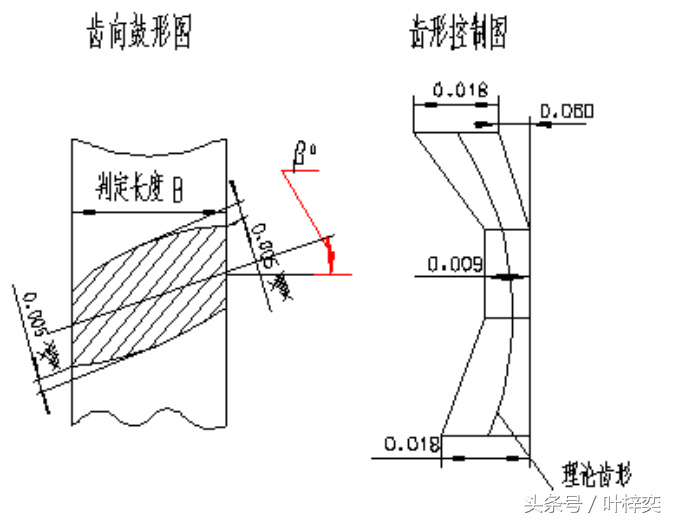
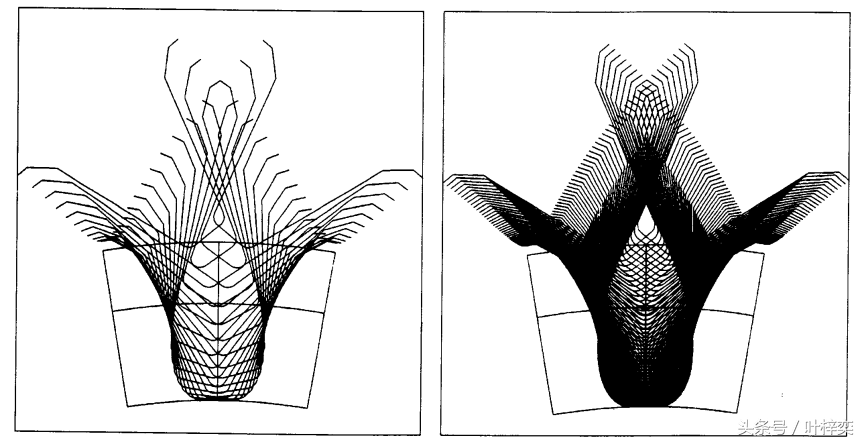
齿轮加工齿形、齿向控制图实例
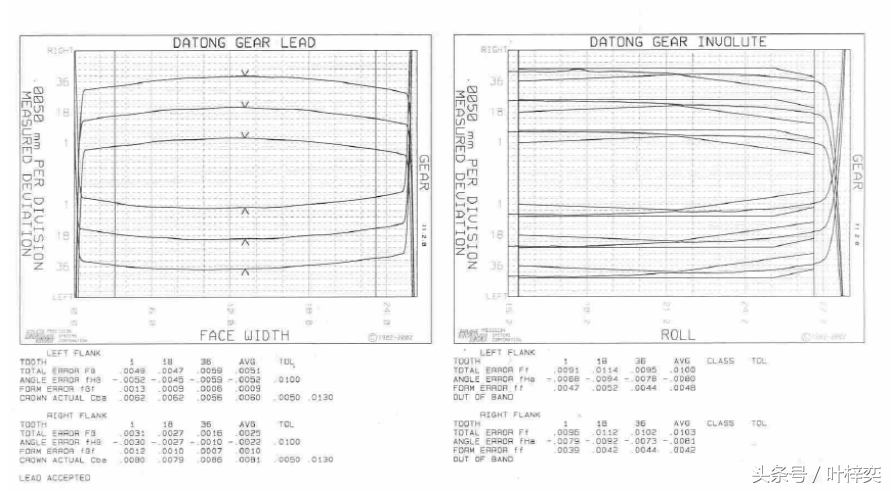
齿轮的齿形、齿向加工实例
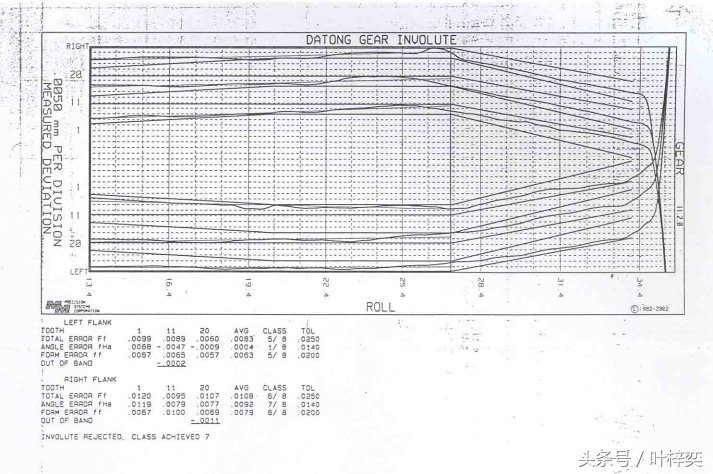
齿形特殊修形的加工实例











